



























(*) Equipe de engenharia da Iscar
(18/05/2014) – Mais leve e mais forte do que nunca, a nova geração de plásticos reforçados com fibra de carbono (CFRP) e laminados está elevando os níveis de desempenho em aplicações que vão desde esqui alpino e raquetes de tênis a aeronaves militares. A tecnologia dos compostos pode ajudar as montadoras a alcançar seus objetivos de redução de peso mais rapidamente.
De outro lado, como material do componente, o seu principal impacto foi o de elevar os desafios de fabricação, especialmente na usinagem. Excelentes em fuselagens ou quadros de embarcação marítima, tipos de epóxi reforçado com fibra, poliéster e vinil apresentam várias dificuldades na usinagem. Além disso, devido ao alto custo, deixam ainda menor tolerância para que haja sucatas durante a usinagem.
Felizmente, está surgindo nova geração de ferramentas de corte voltadas para executar as operações mais exigidas em todos os tipos de compostos avançados. É o caso da linha de PCD da Iscar de brocas e fresas, com ampla variedade de ferramentas específicas para a usinagem de compostos. Existem brocas adaptadas para materiais de espessura maior com alumínio na parte inferior, assim como para materiais de espessura menor com o CFRP no fundo. Há combinações broca-escareador e broca-alargador, ferramentas para abertura de rasgos e ferramentas combinadas que fresam e furam.
Atualmente, utiliza-se uma haste inteiriça de MD com uma fina camada de cobertura PVD, com insertos ou lâminas de PCD soldados na aresta de corte – solução que supera o metal duro revestido de CVD. Quanto mais duro e mais a reforçado for o material, maior será a margem de melhoria.

As razões são claras. A haste de metal duro fornece a rigidez e precisão dimensional necessária para manter tolerâncias dimensionais e de localização apertadas, assim como bom acabamento superficial. O metal duro também permite que seja possível já começar com uma geometria de corte ideal, que minimize as forças de corte, aquecimento, fibras não usinadas, perfis irregulares, fiapos e rebarbas, controlando ao mesmo tempo os cavacos. A fina cobertura de PVD proporciona à aresta de corte maior resistência ao desgaste, mantendo a geometria ideal por um período maior de tempo.
Seja qual for a aplicação, existem alguns princípios a serem considerados quando se usina CFRPs ou outros materiais sobrepostos.
 Furação – Furação, principalmente para furos de rebite, é um processo difícil e, quando trabalhando com compostos, é implacável. Por causa de sua dureza inerente e estabilidade dimensional, compósitos de CFRP não se resolvem prontamente as tensões de desalinhamento introduzidas durante a manufatura.
Furação – Furação, principalmente para furos de rebite, é um processo difícil e, quando trabalhando com compostos, é implacável. Por causa de sua dureza inerente e estabilidade dimensional, compósitos de CFRP não se resolvem prontamente as tensões de desalinhamento introduzidas durante a manufatura.
Soluções iniciais centraram na furação orbital em máquinas CNC com correções e capacidades de programação de interpolação, utilizando ferramentas de metal duro. Este é na verdade um processo de fresamento orbital, e não exatamente furação, que utiliza uma ferramenta de menor diâmetro do que o orifício. Nesse processo o aquecimento gerado é menor, assim como também o esforço de corte quando comparado com o processo de furação. Ele também permite que uma única ferramenta produza furos de diâmetro diferentes e cavidades irregulares, o que reduz os custos de estoque de ferramentas.
O desgaste da ferramenta, no entanto, permanece um problema, levando a uma “solução alternativa” comum: a compensação do desgaste da ferramenta programada. Embora esta estratégia mantivesse a dimensão, ela pouco faz para melhorar o acabamento da superfície ou a gestão do calor.
Ferramentas de Diamante – Brocas de metal duro com cobertura de diamante descritas anteriormente comprovaram êxito, uma vez que mantém a integridade da aresta por mais tempo do que as ferramentas de metal duro sem cobertura na usinagem de compostos. Quatro estilos diferentes de ferramentas com cobertura de diamante estão agora disponíveis para a usinagem de compostos:
* Diamante Carbide CVD – combina a resistência ao desgaste do diamante e a precisão dimensional da ferramenta inteiriça de MD. A desvantagem é que o revestimento é inerentemente espesso, o que pode prejudicar a agudez e a precisão da geometria da aresta de corte.
* Ferramentas inteiriças de MD com cobertura PCD – oferecem as mesmas vantagens e mais arestas de corte com uma geometria mais definida e corte mais suave.
* Inserções de PCD Soldadas em Hastes de Metal Duro – indicado para operações onde a resistência ao desgaste do diamante é apenas necessária na aresta de contato.
* Metal Duro Sólido Raiado – PCD – características “veias” do PCD ligadas em sulcos usinados na haste de metal duro.
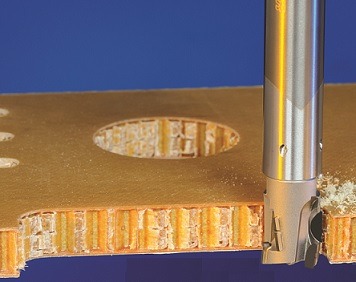
Uma inovação recente para compostos e furação de camadas sobrepostas é nova cabeça da Iscar para a linha Multi-Master, sistema que apresenta troca rápida, montagem rápida e fácil, uma variedade de cabeças intercambiáveis para uma mesma haste. A nova cabeça possui aresta de corte de PCD e geometria otimizada para a usinagem de compostos. As cabeças usinam em desbaste, semiacabamento e acabamento, em sequência. Esta geometria permite abertura de cavidades e rasgos e usinagem de perfis a 90°. Uma vez que o diâmetro da haste é menor que o da cabeça, contato e atrito da haste com as paredes da peça é evitado.
Outra novidade promissora é a SoliDrill-Ream, uma combinação de broca e alargador para a manufatura de furos mais precisos em um único passe. Segmentos independentes de PCD soldados na mesma haste fazem as furações e o fresamento.
Melhorando a Furação – Aqui estão algumas dicas para melhorar ou solucionar problemas em uma operação de furação em compostos:
– Mantenha o esforço de corte o menor possível para minimizar a delaminação e o estresse sobre o material.
– Em peças de alumínio com estrutura similar a alvéolo ou com núcleo de espuma, brocas de metal duro provavelmente serão suficientes.
– Quanto mais dura a matriz e maior o teor de fibra de reforço, mais você vai precisar de revestimentos de PCD nas arestas de corte.
– Quando o tamanho do furo permitir, furação orbital com um fresa de topo inteiriça de metal duro ou fresamento por interpolação usando a MULTI-MASTER com pontas revestidas de PCD são preferíveis ao método de furação tradicional.
– Para furos rasos, utilize brocas curtas de hastes cilíndricas. Para furos mais profundos, crie o processo para ejeção absolutamente confiável de todos os tipos de cavacos. Considere o processo de furação intermitente e até mesmo a utilização de líquido refrigerante, se possível.
– Escolhas rotações e avanços conforme a camada do laminado. Esteja pronto para ajustar os parâmetros de cada camada conforme a broca avança.
– Selecione a geometria da ferramenta com base na última camada do material. Se for plástico, use uma broca cônica com um ângulo de ponta agudo. Se a última camada é de alumínio ou titânio, uma broca cilíndrica e com um ângulo agudo de ponta retornará com menor esforço e deixará menos rebarbas. A broca cônica só iria manchar o alumínio.
– Em estruturas compostas mais grossas, cuidado com o acúmulo de calor, bem como com acúmulo de cavacos. Selecione brocas com canais estreitos, bolsões largos e espirais próximas que terminem o furo antes que o material se aqueça muito e também considerar a utilização de um refrigerante.
Geometria ICF – A Iscar desenvolveu novas cabeças de furação de geometria ICF para furação de CFRP e CFRP. Esta geometria combina ângulos de ponta agudos e geometrias de corte positivas, o que proporciona baixas forças axiais e penetração suave durante o processo de corte, sem causar fragmentações em peças de paredes finas. As novas cabeças são produzidas na nova classe IC107 que combina substrato submicron duro IC07 e cobertura CVD de diamante para uma vida maior e previsível da ferramenta. A SumoCham para compostos pode ser utilizada em máquinas CNC ou PKM (máquinas cinemáticas paralelas). Para robôs e máquinas com avanços programados, um conector especial está disponível.
A rápida substituição da cabeça e alta repetibilidade de posicionamento diminuem o tempo de parada de máquina. Pequenas cabeças intercambiáveis de furação com revestimento de diamante proporcionam uma vantagem em preço com relação às longas brocas de metal duro, bem como a fácil gestão de estoques.
E o Titânio? – Quando há titânio na estrutura, a prática preferida é tudo o que os compostos odeiam. Para evitar endurecimento e superaquecimento e manter o controle dos cavacos, selecione uma ferramenta com pequenos ângulos de saída e de folga e baixa rotação. Embora refrigeração ou MQL não sejam geralmente usados, podem ser inevitáveis no caso do titânio, por causa do calor e / ou escoamento do cavaco.
Em suma, levar tudo em consideração na seleção de ferramentas, incluindo as espessuras relativas e localização das camadas de metal e plástico. É um ato de equilíbrio. Se o material tiver mais metal o mais indicado seria ferramentas de metal duro com refrigeração interna. Se CFRP é a parte principal, ferramentas de PCD seriam preferíveis.
Certifique-se de maneira confiável se o processo produz pequenos cavacos de titânio que possam ser ejetados facilmente. Você não gostaria de correr o risco de ter um furo em um composto obstruído por cavacos de titânio. Mais uma vez, os remédios mais eficazes são velocidades mais lentas e os ciclos intermitentes de furação.
Fresamento de Compostos – Fresamento de compostos, tanto quanto furação, é igualmente desafiador. Se a ferramenta encontra várias camadas diferentes, ao mesmo tempo, você precisa pensar o processo, levando em conta todas as limitações. Se você está progredindo através das camadas passo a passo você terá de mudar parâmetros de acordo com o material da camada.
Essa é a razão pela qual Iscar projetou muitos dos mais populares estilos de fresas e roteadores disponíveis em versões otimizadas para CFRPs e laminados complexos.
As fresas de topo de metal duro SolidMill para desbaste e acabamento de face e parede lateral já vêm com cobertura ideal de diamante. TangSlit para ranhuras e TangSlot para abertura de canais já estão disponíveis com segmentos de PCD. Insertos intercambiáveis versáteis Heli2000 já estão disponíveis também com segmentos de PCD. Todos se mostraram muito eficazes em centenas de suportes de asas e fuselagens, aplicações comerciais e militares.
Se você não passou a olhar de maneira diferente nos últimos dois anos para as ferramentas para materiais compostos, você está definitivamente perdendo oportunidades para grandes ganhos de eficiência, qualidade e vida da aresta de corte – e competitividade em um campo em expansão. Muita coisa mudou recentemente, que pode fazer a diferença para você.
(*) Artigo escrito pela Equipe de Engenharia da Iscar, de Tefen, Israel













